The role of patterns in monitoring and control

Key Takeaways:
- Effective production requires both system control and system monitoring.
- Controls compensate for disturbances to keep processes on target.
- Monitoring identifies disturbances that cannot be adequately compensated for and provides information required to eliminate them.
- Predictive production operations is an approach for pattern based monitoring.
As we have tested and commissioned predictive operations over the years, a question has recurred about where this approach fits into the broader process control methodology. To answer that question, it helps to think about this in two parts: Control and Monitoring.
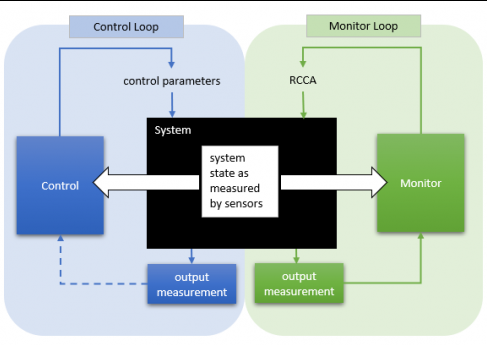
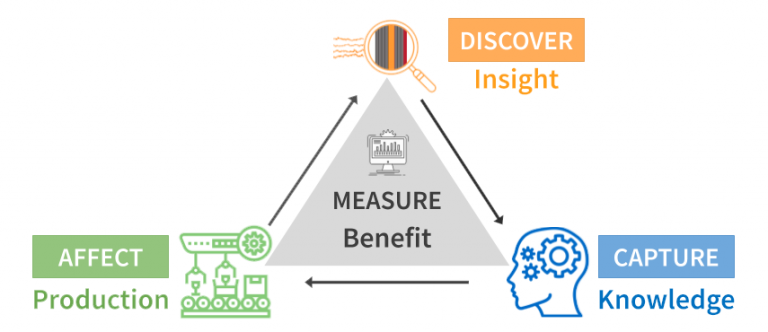
Fig 1 – System control can be thought of as consisting of two loops. A “control” loop (blue) provides control parameter settings which keep the system operating on target by compensating for abnormalities. A “monitor” loop (green) identifies variability which is not being successfully compensated for so that it can be addressed by other means (Root Cause Corrective Action [RCCA]).
Process control approaches, using techniques like PID (Proportional-Integral-Derivative) control, APC (Advanced Process Control) or MPC (Model Predictive Control), keep process variability on target by compensating for abnormalities. At the core of these approaches are mathematical models which relate equipment parameters to expected output. That output may come from sensors within the system or from measurements taken on material generated by the system. The specific method by which the parameters and the output are related depends on the control approach, but the net result is a set of adjustments which attempt to cancel out deviations from the operating target using available control parameters. It’s like the steering wheel on a car – the autopilot system will use information about where the car is in the lane (feedback) and on which way the lane is going (feedforward) to set the angle of the steering wheel so that the car stays in the lane.
Control models are difficult to make and are typically limited in their scope. For example, they exclude non-process elements of the system like maintenance needs or part failure. Even if they did include them, there is no control parameter which can replace a failed part. Dealing with these kinds of non-process variances is the job of monitoring systems.
System monitoring, using approaches like SPC (Statistical Process Control), keep process variability on target by identifying and addressing abnormalities. They focus on finding “assignable causes” of variation; that is, causes of process-impacting variation which can be corrected or eliminated. Monitoring can be thought of as a way of checking in on process control to ensure that it can continue to do its job effectively. It’s like the driver observing that the car is leaving its lane despite the steering wheel doing everything it can to point the car in the right direction. The driver can feel that the front tire has blown out and needs to be replaced. No amount of compensation (i.e. steering) can maintain the control needed to stay safely on the road.
Both monitoring and control techniques are needed. One cannot have effective manufacturing without good strategies and methods for both minimizing variability during normal operations and for identifying when the system has entered a state where normal operation will no longer be possible in the near term.
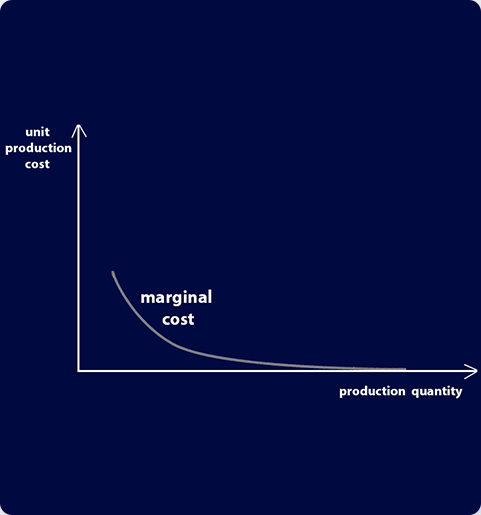
Predictive production operations is a monitoring approach that emphasizes decentralized teams of operations experts, using predictive methods on operational data to identify as wide a range of process-impacting “assignable causes” as possible. That approach relies on patterns because patterns bring advantages over traditional SPC. A multivariate time series method provides more sensitivity by effectively harnessing every element of real-time operational data, even those designed for control rather than monitoring. It also has the ability to better differentiate between adverse variations and those which don’t affect the process outcome. Further, we have found that by using patterns in a way which is tightly integrated with daily work, we can make monitoring feasible in a much wider range of applications at near zero marginal costs.
As operational excellence moves towards manufacturing digitization, consider Falkonry’s predictive production operations for an effective monitoring strategy for all kinds of uses in a plant.