Predictive Operations in Food and Beverage

Key takeaways:
- Any disruption to manufacturing operations can result in erosion of brand value and missed revenue opportunities
- Predictive operational excellence (POE) strategy aims to avoid events before they impact plant operations
- Predictive maintenance and predicting quality issues are two industrial applications of POE strategy with Operational AI

For decades, the F&B manufacturing and processing industry has tried to come as close as possible to a 100% just-in-time (JIT) model. JIT reduces inventory as much as possible in order to minimize inventory carrying costs. But operating with minimized inventory means that any disruption, internal or external, to the supply chain can be catastrophic for all stakeholders: producers – processors – wholesalers – retailers – and consumers, as well as for ancillary services providers.
External factors like the Covid-19 pandemic or other black swan events can cause surges and demand fluctuations which put pressure on manufacturing operations. If it’s an internal disruption, like a plant shutdown or lower throughput due to equipment failure or product recalls due to quality, the processor/ manufacturer faces a double whammy:
- Erosion of brand value and goodwill
- Missed revenue opportunities
Apart from these, there are several other challenges that Plant Managers face in this extremely competitive industry:
- Maintenance Costs – maximizing existing capital investments by extending equipment life. Predictive analytics can extend capital equipment life by predicting and thus avoiding unproductive, unexpected downtime caused by equipment breakdowns.
- Quality Management – avoiding sub-standard quality thus avoiding scrapped or reworked products causing loss of productive time and increasing cost of goods sold.
- Food Safety – ensuring contamination or improper processing doesn’t occur thereby avoiding recalls and other events that impacts the company and brand’s goodwill and value.
- Energy Costs – efficient use of energy to optimize the cost of production.
- Environment Compliance – adhering to stricter guidelines being created for reduction in carbon footprint, and meeting ever-tightening requirements of wastewater treatment and water conservation.
Predictive maintenance
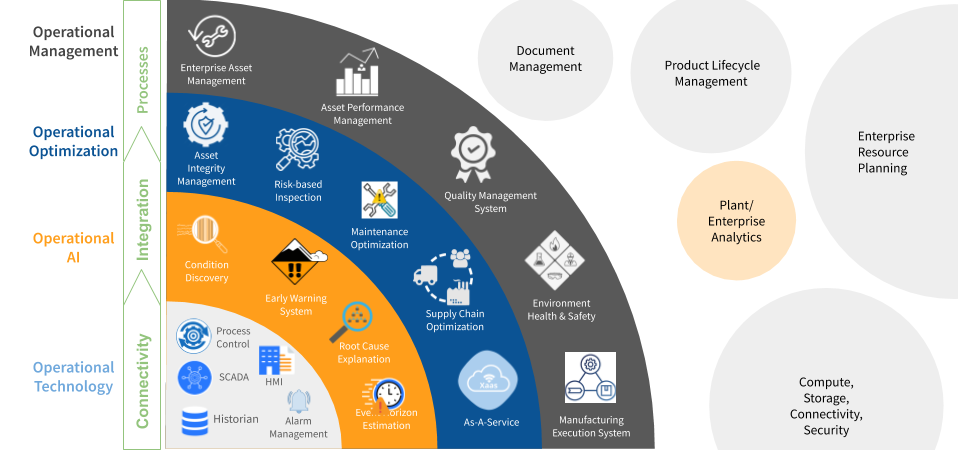
The idea behind predictive operational excellence (POE) is to avoid events before they impact plant operations. This is done by collecting information about failure context in real time, using early warning systems to avoid failure events and do a root cause analysis to future proof against such events with guidance from patterns discovered in the data using Operational AI.
Consider how predictive operations play a role in maintenance strategy. In most Food and Beverage manufacturing operations, preventive maintenance is scheduled to coincide with downtime periods such as equipment cleaning. This practice is intended to ensure equipment is maintained and ready-to-run such that it does not fail or break down during scheduled production hours. Breaks down still happen during production hours resulting in lost production, rework, scrap and excess energy consumption (e.g. having to make a product twice, or to re-heat or re-cool a product).
The objective of a POE strategy here is to predict well in advance about such a possible failure occurrence so that it can be handled during a scheduled downtime period.
Taken to the next level, Operational AI platform can also predict the remaining useful life of equipment so that spares could be ordered just-in time thus ensuring that needed spares were on site in time and also reduce inventory carrying costs.
Industry applications – predictive maintenance in F&B
An F&B manufacturer installed sensors on their most critical equipment. Critical equipment was defined as that producing significant downtime (as much as 100 hours per production line per year). Motor vibration sensors were connected wirelessly using various technologies such as RF and LTE. The output of the sensors was connected to Falkonry Clue.
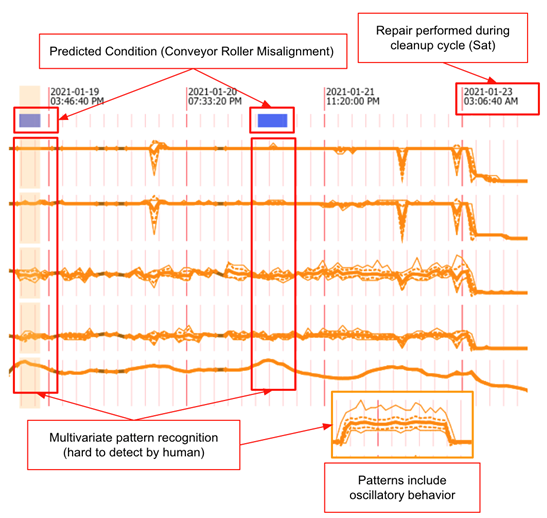
As shown in the figure below, predictions of a condition labelled “Conveyor Roller Misalignment” were learned and detected ahead of the scheduled cleaning period. This enabled the manufacturer to prepare for equipment repair during the next cleaning period, in-spite of the equipment not being due for Preventive Maintenance. This repair helped to avoid a “breakdown” during production hours.
The condition was detected using multivariate pattern recognition without using any predefined “condition limits”. In fact, the maintenance engineer did not feel comfortable setting any limits since this was a new sensor with which they had no experience. That is, the normal range of sensor values was not known.
Predicting quality issues
Along with maintenance costs, another major subtractor to the bottom line is loss due quality issues and here too, Operational AI comes to the rescue. In most F&B operations, tests of product quality are performed offline in a lab. Samples are periodically taken from a production line and sent to a lab with hours of spent in awaiting results. In the meantime, hours of production are lost on producing bad quality products wasting raw materials, energy, time, and labor.
In this case, hours of lost production could be saved by predicting quality issues in near real-time. The idea is to identify trigger events that precipitate quality problems by identifying accompanying patterns thereby providing operations teams to take immediate corrective action.
Industry applications – precursor to bad quality
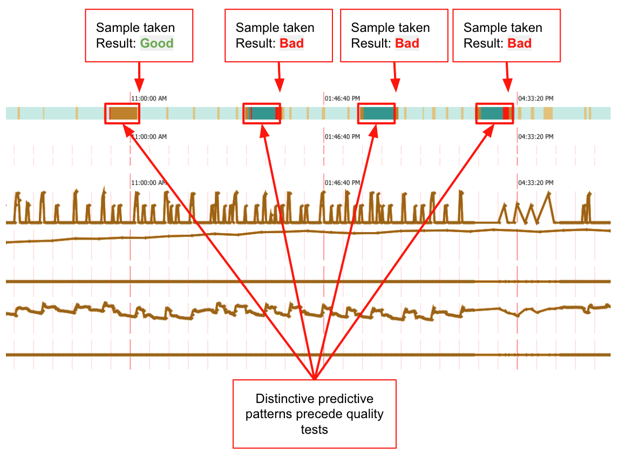
Using the pattern recognition capabilities of Falkonry’s Operational AI platform, an F&B manufacturer was able to use existing process measurements to predict quality ahead of lab samples being taken. This enabled the manufacturer to use the predicted condition to make adjustments in the process in order to avoid the out-of-quality condition from taking place.
How it works
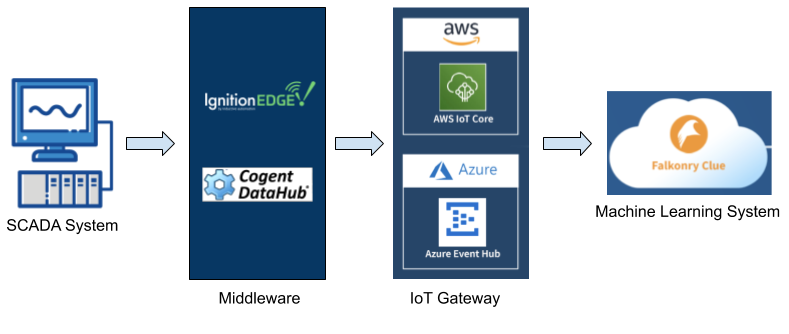
Falkonry Clue, based on the Operational AI platform, leverages the data collected from Industrial IoT tools like sensors. The data collected can be:
- Machine condition: vibration, motor temperature, speed and current
- Energy: power and steam
- Other: humidity, temperature, and analytic
As seen above, Clue converts this rich multivariate data into recognizable patterns enabling experts and operations teams to take corrective action before an adverse event occurs.
6 reasons why Clue
- Low total cost of ownership:
- Inexpensive implementation not requiring infrastructure investments
- Self-learning analytics that do not require data scientists or subject matter experts to set “limits” to trigger alarms
- Built in scalability that allows for expansion over the life of the system
- Human interpretable user interface that does not require implementation of external dashboards
- Built in storage capacity that does not require use of external time-series databases
- Real-time analytics capability that does not introduce significant latency to predicting conditions
- Security of the data while in transit and rest as well as published data security and access policies
- Easy to use interface in which Subject Matter Experts or domain experts can capture knowledge and help improve predictions
- Capability to predict Remaining Useful Life (RUL) of equipment
- Scalable learning that can learn from one piece of equipment and be applied to other similar pieces of equipment
Recovering your lost production is just a click away: request a demo.